


如果加工余量過小則很難消除上道工序加工過程中殘留的形位誤差和表面缺陷;而余量過大,不僅要增加機械加工的工作量,而且還會增加材料、工具、能量消耗,更嚴重的是在加工過程中因切除大量的加工余量所產生的熱量會使零件變形,加大零件的加工難度,影響產品質量,因此嚴格控制零件的加工余量很有必要。

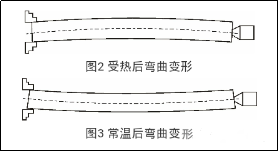
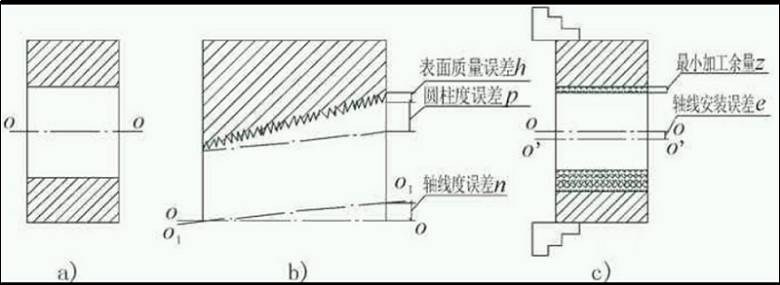
圖4 最小加工余量構成因素圖解
3 加工余量的合理選擇
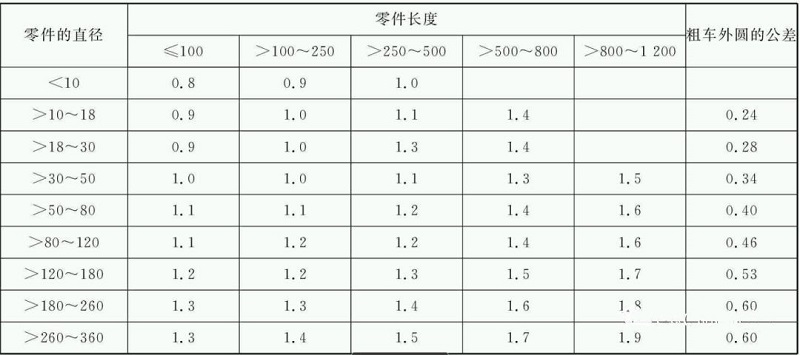
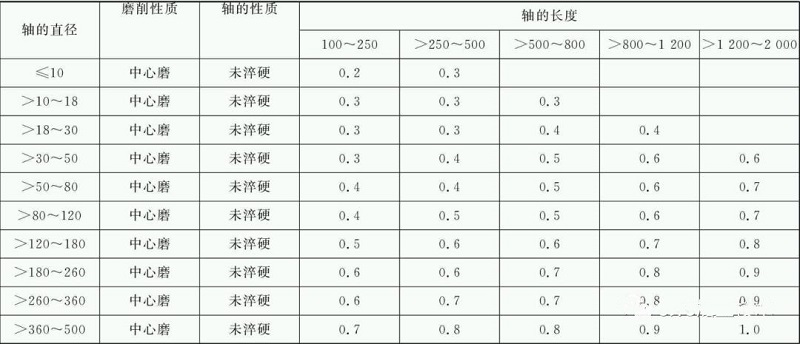
表2 軸類零件磨加工外圓的加工余量 mm
來源:http://www.12ccc.cn 作者:精捷精密 瀏覽量:159 時間:2022-06-27 09:16:56
隨著對機械加工產品質量要求的不斷提高,人們在探索提高產品質量的方法和措施方面投入了大量的時間和精力,但是卻忽視了加工工藝···
聯系人二維碼

網站二維碼