


上篇我們已經(jīng)講了測量器具的分類和技術(shù)性能指標, 那接下來我們講講如何選定測量工具:
三、測量工具的選定
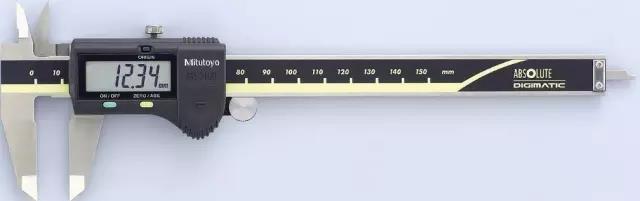
表卡:分辯力0.02mm,用于常規(guī)尺寸測量 。

游標卡尺:分辯力0.02mm,用于粗加工測量 。

-
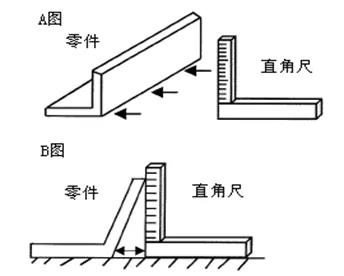
使用卡尺測量時,卡尺的測量面應盡量與被測物體的測量面平行或垂直;
-
使用深度測量時,如被測物體有r角時,需避開r角但緊靠r角,深度尺與被測高度盡量保持垂直;
-
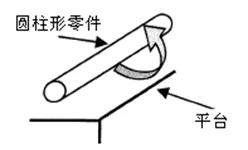
卡尺測量圓柱時,需轉(zhuǎn)動且分段測量取最大值;

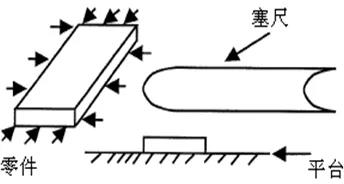
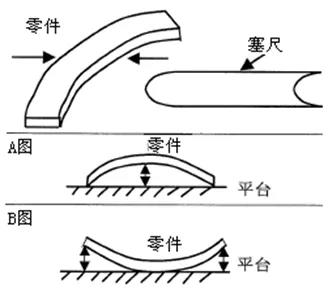
4. 塞尺的應用

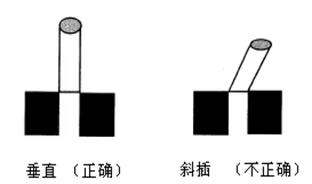
5. 塞規(guī)(棒針)的應用:

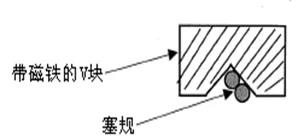
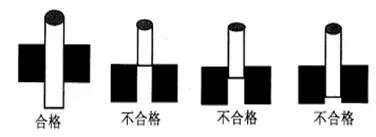
注意:塞規(guī)測量時,需垂直插入,不可斜插。
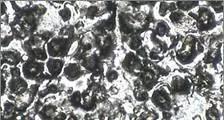
6. 精密測量儀:二次元


電極加工表面觀測:二次元的鏡頭具有放大功能電極加工后粗糙度檢驗(放大100倍影像)。
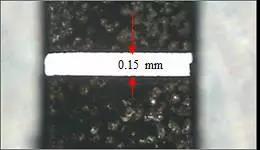
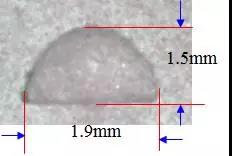
小尺寸深槽測量
澆口的檢測:模具加工中,經(jīng)常會有一些澆口在隱在槽內(nèi),各種檢測儀器都不法進行測量,這時,可用橡膠泥貼在膠口上,膠口的形狀就會印在膠泥上,再用二次元測量膠泥印的大小得出澆口尺寸。

有些模具在修改中,沒有3d圖檔,可測量各個元素的的座標值,不規(guī)則曲面的輪廓,然后用繪圖軟件導出并根據(jù)測量元素做成3d圖形,能進行快速而無誤的加工與修改(座標設(shè)定后,可取任意點測量座標值)。
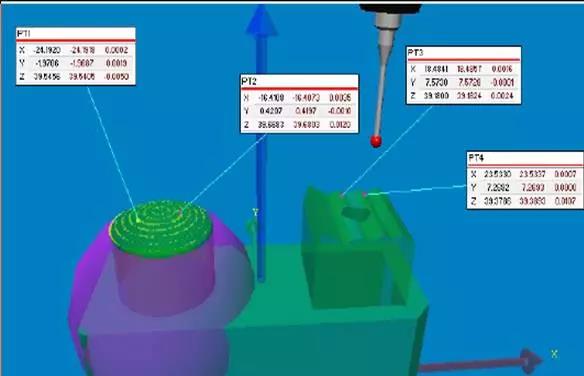
3d數(shù)模導入對比測量:加工完成的零件,為了確認與設(shè)計一致性或在裝配fit模過程中發(fā)現(xiàn)配合異常,當一些曲面輪廓既非圓弧,又非拋物線,而是一些不規(guī)則的曲面時,無法進行幾何元素測量時,可導入3d模型與零件對比測量,從而了解加工誤差;因測量值是點對點的偏差值,能便于進行快速而有效的修正改善(下圖所顯示的數(shù)據(jù)為實測值與理論值的偏差)。

8. 硬度計的應用

東莞市業(yè)佳精密機械有限公司至力精密零件加工服務多年, 擁有全套精密檢測儀器, 一站式cnc精密零件加工服務, 快速打樣, 批量加工, 包工包料包后處理, 國際標準, 高品質(zhì)一條龍服務.
歡迎來電咨詢: 13326893009 李小姐
